

 手机资讯
手机资讯 官方微信
官方微信摘要 2不确定度试验2.1关于不确定度的说明试验机的“不确定度”简单地讲,是在试验机上按规定的试验方法对同一种试件进行测试,所得到的多次试验结果,围绕理想“真值”的分散程度。它是国际上统...
2 不确定度试验2.1关于不确定度的说明
试验机的“不确定度”简单地讲,是在试验机上按规定的试验方法对同一种试件进行测试,所得到的多次试验结果,围绕理想“真值”的分散程度。它是国际上统一认可的对试验质量的一种定量表征,关系到试验机和试验方法标准能否被社会认可的问题。
“真值”是表示一个量在被测量时所具有的真实大小。这是一个理想的概念,是无法得到的。通常取n次测量值“xi”的算术平均值“A”作为“真值”的最佳估计值。
“离差”Li是各数据xi偏离平均数A的距离Li=(A-xi)。
“标准偏差”σ是各次测值离差的平方和除以(n-1)后的方根;
σ=√(∑Li2/(n-1))
测量的A类不确定度用上述标准偏差σ来反映,它是指测量结果多数将可能落在±σ这个范围内。测量不确定度也可以σ/A的相对不确定度方式来表示。
2.2本次试验采用的方法
*为减少检测试验机不确定度的误差,在进行试验机不确定度考核时我们始终使用同一品种砂带的同一段产品,尽力保持其质量的均一。
*不确定度考核应至少测试5根砂带,最好10根。
*下列试验条件的设定值在各次试验过程均保持一致:
砂带型号:X871K 100#
砂带线速度:25m/s
试件转速:25r/min
试件:45#钢圆棒 φ30mm
砂带张紧力:300N
磨削时间/无进给磨削时间/间隔时间:20s /5s /10s
*砂带的磨削试验次数视该砂带的实际性能情况确定,当磨削出现下列情况之一时,即可判定砂带失效,寿命终止:
A. 磨削后试棒表面温度超过250°C;
B. 磨削电机电流超过电机额定值15A;
C. 磨削切除量已下降到初始值的1/3以下;
D. 对于恒进给磨削方式,磨削压力持续上升,增至250N以上时。
*在恒压力试验模式下,砂带试样的切除量是随着时间的增长而逐步下降的。本不确定度试验以最后一次的金属切除量为第一次切除量的20或30%为砂带寿命的终止。
*在恒进给试验模式下,砂带试样的切除量是恒定的,随着磨削时间的增长,磨削压力逐渐加大,直至最后一次的磨削压力达到和超过250N,金属试棒严重烧伤,判定为砂带寿命终止。
2.3 测试结果
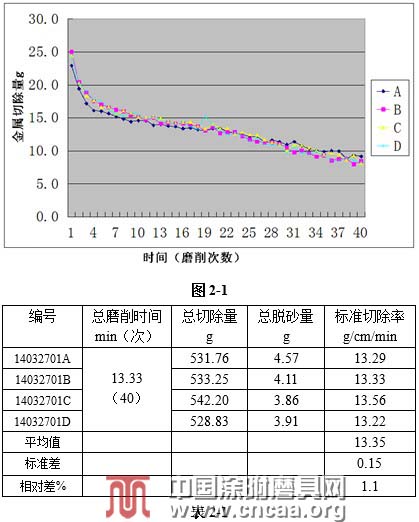
2.3.1试验1:2014.03.27
试验条件:
恒压力:100N
接触轮:φ250×50mm 橡胶层硬度shA90°齿数31 沟槽比1:0.8 螺旋角45°
砂带规格:50×1500mm
试件硬度:HRc 15.4-16.5
工进速度:3.5mm/min
磨削次数:40次
试验结果:见图2-1和表2-1
试验条件:
恒压力:100N
接触轮:φ300×50mm 橡胶层硬度shA80°齿数33 沟槽比1:0.8 螺旋角45°
砂带规格:50×1580mm
试件硬度:HRc 11.6-12.6
工进速度:3.5mm/min
磨削次数:50次
试验结果:见图2-2和表2-2

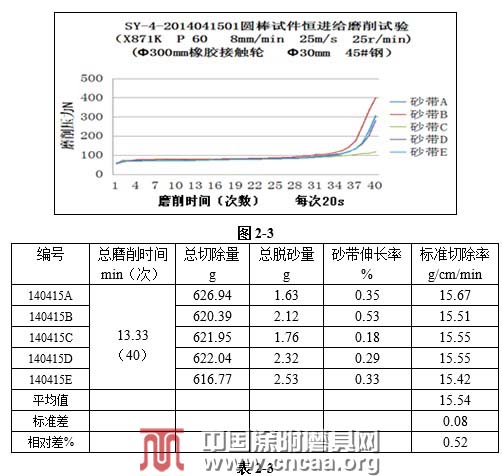
试验条件:
恒进给工进速度:8.0mm/min
接触轮:φ300×50mm 橡胶层硬度shA80°齿数33 沟槽比1:0.8 螺旋角45°
砂带规格:50×1580mm
试件硬度:HRc 11.9-12.6
磨削次数:40次
试验结果:见图2-3和表2-3
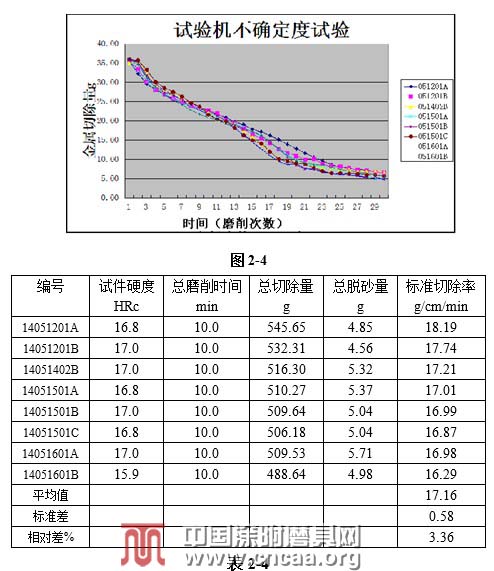
试验条件:
恒压力:150N
接触轮:φ250×50mm 橡胶层硬度shA90°齿数33 沟槽比1:0.8 螺旋角45°
砂带规格:50×1500mm
工进速度:3.5mm/min
试件硬度:HRc 16-17
磨削次数: 30次
试验结果:见图2-4和表2-4
2.4.1 试验1#、2#和3#的三次试验都是分别在一天内完成测试的,每次试验的工况条件一致性较好,三次所测得的相对不确定度试验结果分别为1.1%、2.4%和0.5 %,可以看出:本试验机的相对不确定度可控制在≦2.5%的范围内,说明试验机测试结果的重复性良好,具有足够的可信性。
2.4.2 试验4#共进行了8根砂带的测试,分别在四天内完成,相对不确定度试验结果为3.4%,要比前几次的测试结果高。进一步分析认为,尽管4天内的试验机设定的条件是一致的,但是试验的环境条件,例如空气湿度和温度,由于车间无控制条件,因此对砂带性能的影响必然是存在的。

相关新闻:
新型砂带磨削性能试验机研究与应用(三)









 豫公网安备41019702003645号
豫公网安备41019702003645号