


 手机资讯
手机资讯 官方微信
官方微信摘要 提要1对试验机的评价1.1试验机的特点1.2试运行过程对试验机作了部分完善2关于试验机的不确定度试验2.1关于不确定度的说明2.2本次试验采用的方法2.3测试结果2.4对试验结果的...
提要1 对试验机的评价
1.1 试验机的特点
1.2 试运行过程对试验机作了部分完善
2 关于试验机的不确定度试验
2.1关于不确定度的说明
2.2本次试验采用的方法
2.3 测试结果
2.4 对试验结果的分析
3 关于磨削试验工况参数对测试结果影响的研究
3.1 不同磨削压力对砂带磨削性能的影响
3.2 不同工进速度对砂带磨削性能的影响
3.3 不同砂带线速度对砂带磨削性能的影响
3.4 不同试件转速对砂带磨削性能的影响
3.5 冷却措施对砂带磨削性能的影响
4 讨论
4.1 关于恒进给磨削试验模式的讨论
4.2 关于圆管试件的讨论
4.3 对制定砂带磨削性能检测新规程的初步建议
4.4 其他有关规程制定问题的讨论
4.5 对试验机下步改进的建议
结语
由涂附磨具分会专家委员会提出,分会专家委员会委员李道育教授级高工创意构思和苏州苏福马机械有限公司设计制造的SDSY-50B型数控砂带磨削性能试验机,自2013年11月在郑州第二届三磨展展出后,已顺利安装在河南工业大学的实习车间内,并于2014年2月正式开始试车。试车的目的和任务是:
1) 通过试车,评价试验机是否符合砂带磨削性能测试的需要;发现与解决试验机设计制造中存在的问题;
2) 进行试验机的不确定度测试;
3) 通过对砂带磨削性能的尝试性测试,为砂带磨削性能测试方法新规程的制定积累经验和数据。
现按上述三项任务要求,对这三个月来试车实践情况和体会分别介绍如下:
1 对试验机的评价
1.1 试验机的特点
三个月来我们先后进行了千余次的磨削试验,亲身感受了这台试验机的许多特点,归结如下:
1.1.1试验机的操控十分方便
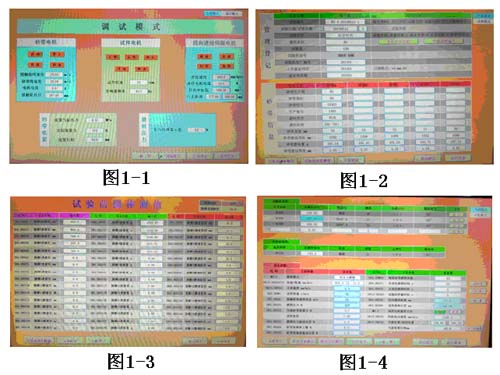
SDSY-50B型数控砂带磨削性能试验机是通过上位机来实现人机间数据和信息的交换(如图1-1、1-2、1-3和1-4),磨削的各种工况参数,如:砂带线速度、磨削压力、砂带张紧力、试件旋转速度、径向进给速度、磨削时间均可利用键盘进行预先设定,根据我们亲身实践的体会,只要有过使用电脑经历的人就可很快地掌握试验机的操作。待试验工况全部设定完成后,此后的试验过程将全部按预定的程序自动进行。
试验机工作时,试件从起始点开始先以一定速度快进至距离砂带10mm处,然后转为慢速进给,至距离砂带0.5-2mm时(具体可选择),再次自动降为工作进给速度,直至与砂带接触;当磨削真正发生时,则自动开始磨削计时,当到达预定的磨削时间,进给自动停止,这时试件并不立即后退,而是再磨削一定时间,直至完成预定的无进给磨削时间,然后快速返回起始点,从而完成了一次磨削工作循环。此后停顿一定时间,即设定的间歇时间后再开始下一次磨削工作循环。由于上述动作全部由计算机设定的程序控制,所以需要操作者人为干预的地方很少,还有手动张紧砂带和调整张紧力的大小,使人感觉十分方便。
试验机可磨削圆棒和圆管两种类型的试件;在试验方式上有恒压力磨削和恒进给磨削两种方式可供选择;设备出厂时配带3种直径的接触轮,可以根据需要自行更换;砂带线速度的调整范围是5-40m/s,磨削压力的调整范围是50-500N;上述几方面的可选择性,完全可适应多种类型砂带磨削性能测试的需要,充分显现了试验机的广泛适用性。
从我们在试车过程中的感受看,圆棒试件试验成本较低,且获得方便,但是在如今市场供应不很规范的情况下,要保证材质的一致性还确实有点困难;圆管试件的磨削状态与实际生产过程比较接近,特别是磨削区散热条件好,磨削温升小,非常有利于砂带磨削性能的测试,此外圆管质量远大于圆棒,可减少试验时重装试件的次数,对保证磨削试验的稳定比较有利。
恒压力磨削试验模式是目前涂附磨具行业比较习惯的方法,同时与实际生产中的人工打磨状态比较接近;而恒进给磨削试验模式,从这次试车时的表现看,具有控制方便,过程稳定,试验不确定度小等特点,而且这种模式比较适应生产线上机械化砂带打磨对节拍有要求的场合,应该是一种值得重视和推广应用的试验模式。
1.1.3 试验过程能自动采集、记录多种工况参数
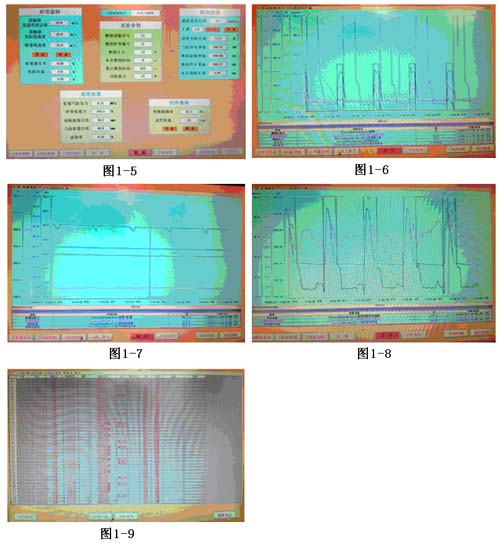
磨削试验时,砂带线速度、砂带电机电流、砂带滑差率、磨削压力、砂带张紧力、砂带延伸率、试件旋转速度、径向进给速度、伺服电机有功电流、磨削时间、试件切除长度等11项工况参数的瞬时值和趋势图均可实时自动采集和在显示器上显示(如图1-5)。
试验机除了用数据方式实时监控试验过程动态情况外,还用趋势图的形式来展示参数的变化情况。趋势图分为A、B、C三种:
A类趋势图(如图1-6)反映砂带线速度、砂带磨头电机电流、磨削压力和砂带滑擦率等4个参数随磨削时间的变动值。
B类趋势图(如图1-7)反映砂带张紧力、砂带延伸率、试件转速三个参数随磨削时间的变动值。
C类趋势图(如图1-8)反映试验机的进给速度、伺服电机有功电流、径向进给坐标三个参数随磨削时间的变动值。
图表可以保存一个月,便于试验结束后进行分析查找。还可以在趋势图上读出给定时间段各参数的平均值、最大值、最小值和标准差。
上述这些功能非常方便试验者了解和分析磨削过程的进展情况。
机器还设有多种故障报警和故障历史档案记录的功能(如图1-9),每次故障都有记录可查,便于设备的检修和维护,也便于对故障的原因进行分析;更有利于保护人身和设备的安全。
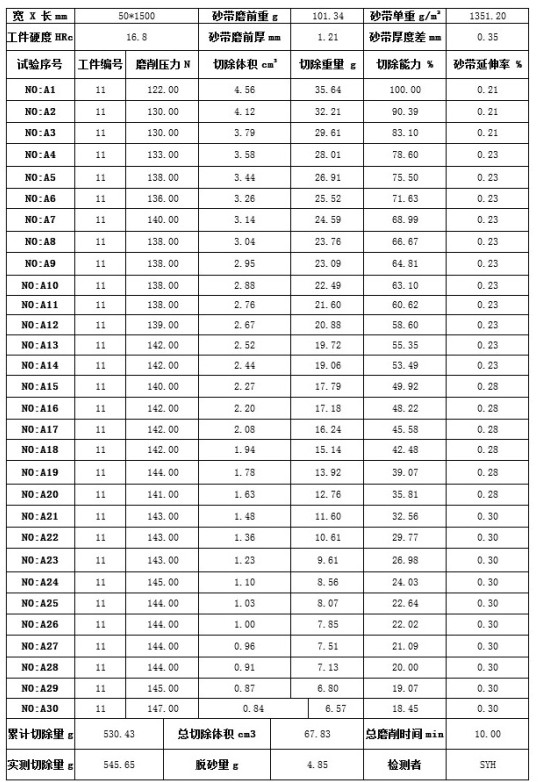
磨削试验结束后,试验机将自动生成“砂带磨削性能试验记录”和“砂带磨削性能测试报告”(或“砂带磨削性能对比报告”)等表格,可供打印输出。使整个试验过程中人为介入的程度明显减少;这不仅减轻了试验者的工作强度,更对防止人为误差,保证试验的准确度起到十分重要的作用。
在运行过程中,可以感觉接触轮在高速旋转时运行非常平稳,振动很小;伺服电机、滚珠丝杠和线性导轨构成的送进系统定位精度高,重复性好;各项参数的示值误差符合预定要求,特别是砂带线速度在试验过程能始终保持恒定,与设定值的误差完全可控制在1%的范围内。
对试验结果不确定度的测试表明,砂带磨削测试的数据是可信的,后面将专门予以介绍。
试验机还能够自动测量试件的切除长度,由此可利用体积计算来确定该次磨削切除金属的重量,免除了以往试验机必须每磨一次,就要卸下试件称重的麻烦;只需测定试件的磨前重量和砂带试样磨削结束后的试件重量即可,既提高了工作效率,又减轻了试验者的工作强度。多次测试结果证实这种方法与称重法相比的误差在2%左右,完全处于可接受的范围,这也反映了试验机整体制造的精细度。
1.2试运行过程对试验机作了部分完善
由于是试制的首台样机,设计中存在部分问题是不可避免的,也是正常的,试车的一个目的就是发现问题并进行改进。通过试车先后发现和完善了下列三个主要问题,现介绍于下。
1.2.1解决了提前计时的问题
“提前计时”是指在磨削尚未真正开始时,磨削计时已开始进行,从而使磨削切除量出现超大误差数据,影响测试结果的准确度。统计2.21-3.14期间475次磨削过程,共发生提前计时30次,出现率为6.3%。
原因分析:
1,外供电源存在干扰;
2,基准采样点程序存在设计不周全的问题。
完善情况:程序已作完善,将计时基准点采样时间由“快转慢”阶段移后到“慢转工”阶段,同时适当修改了计时条件;3月27日以后运行状态表现正常,未见类似问题重复出现。
1.2.2 完善了砂带断裂时的保护程序
3月28日曾发生一次砂带断裂故障,而原设计的保护程序未起作用,致使发生撞车事故,接触轮胶层被破坏。经调看故障发生当时的趋势图(图1-10),发现主要是保护程序设置的条件不合理所致。起初断带保护的条件是由砂带延伸率大于5%时才启动保护动作,实际上砂带延伸率是通过张紧气缸的伸出量来反映的,气缸的动作较慢,不能快速启动保护动作。在砂带断裂时反映最快的信息是砂带线速度的突变,因此程序以此为讯号作了完善,经人为断带试验后证实保护动作正常;以后未见类似问题出现。

图1-10
1.2.3 进一步完善测试报告和记录表中的内容
在试车中发现砂带磨削性能测试报告和砂带磨削性能测试记录表的部分内容存在不适宜的问题;例如:计算单位应为“min”,程序中却以“s”为单位;部分测试数据的计算公式存在错误;部分数据的有效数位需要调整;没能反映记录表与测试报告的相关性;无法适应缩短磨削时间,增加磨削次数的数据记录需要;需要增加一栏以直接反映砂带磨削性能变化程度的“磨削能力”数据。
如今已按要求重新编写了相关程序,所有计算公式和数据单位均已更正。3月27日以后的试验均已按新格式出表,更加符合用户对测试结果的要求。。并补充了磨削次数为50、75、100等多种表格,可供选用。
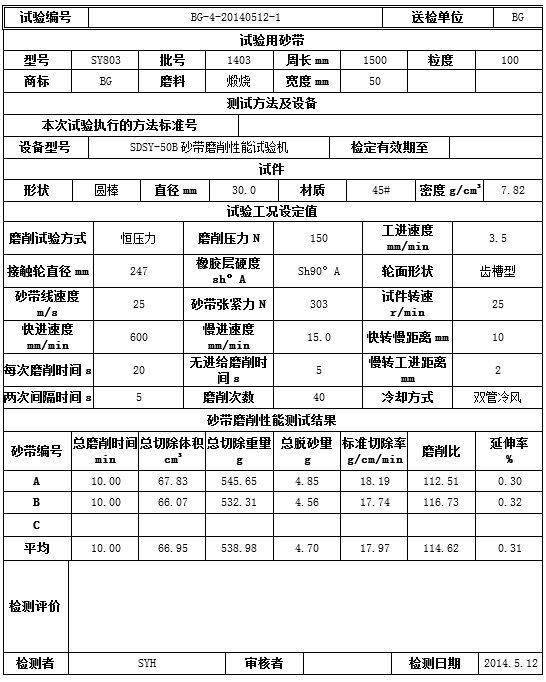
协会公共技术服务平台的“砂带磨削性能测试报告”和“砂带磨削性能测试记录”样件如表1-1和表1-2所示:
表1-1 砂带磨削性能测试记录(以14051201A为例)
砂带磨削性能测试记录 试验编号:BG-4-20140512-1
砂带磨削性能测试记录 试验编号:BG-4-20140512-1
1.2.4 在趋势图上增添了磨削时间区的标识
原趋势图上没有反映磨削起始的时间和有进给磨削的终止时间,试车中感觉不方便使用过程的监控和分析。如今已在趋势图上增加磨削时间区段的标识(图1-11)。
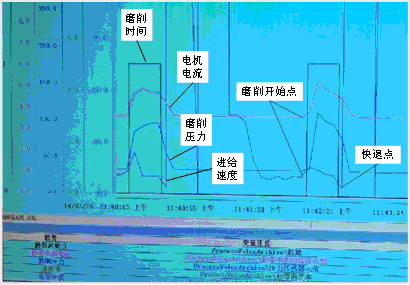
图1-11
新型砂带磨削性能试验机研究与应用(二)
新型砂带磨削性能试验机研究与应用(三)
新型砂带磨削性能试验机研究与应用(四)









 豫公网安备41019702003645号
豫公网安备41019702003645号