


 手机资讯
手机资讯 官方微信
官方微信摘要 平面磨削适用于淬硬工件及具有平行表面的零件精加工,如滚动轴承环、活塞环等。平面磨削可达到的平面度一般为6~5级,表面粗糙度值可达Ra1.0~0.2μm。。平面磨削利用电磁吸盘安装工...
平面磨削适用于淬硬工件及具有平行表面的零件精加工,如滚动轴承环、活塞环等。平面磨削可达到的平面度一般为6~5级,表面粗糙度值可达Ra1.0~0.2μm。。
平面磨削利用电磁吸盘安装工件,操作简单且能很好地保证基准面与加工表面之间的平行度要求。如果互为基准磨削相对的两平面,则可进一步提高平行度。对于在电磁吸盘上没有合适的平面作为定位基准面的零件,可用如图3-44所示的精密工具放在电磁吸盘上进行安装;对于非磁性的薄片形零件,可采用图3-44 (c)所示的真空吸盘进行安装。
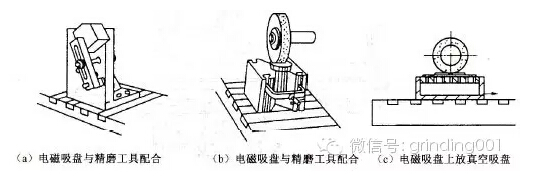
图 平面磨削零件的其他装夹方法
当磨削键、垫圈、薄壁套等尺寸小而壁较薄的零件时,因零件与工作台接触面积小,吸力弱,容易被磨削力甩弹出去而造成事故。因此装夹这类零件时,需在工件四周或两端用挡铁围挡住,以免工件挪动。
(二)磨削方法
磨平面多在平面磨床上进行,工艺特点与磨外圆、内圆相同。砂轮旋转为主运动,并相对于工件做纵、横进给运动。平面磨削分周磨和端磨两种基本形式。。
①周磨如图3-45 (a)所示,周磨的特点是利用砂轮的圆周面进行磨削,工件与砂轮的接触面积小,发热少,排屑与冷却情况好,因此加工精度高,质量好;但效率低,适合易翘曲变形的工件;在单件小批量生产中应用较广。
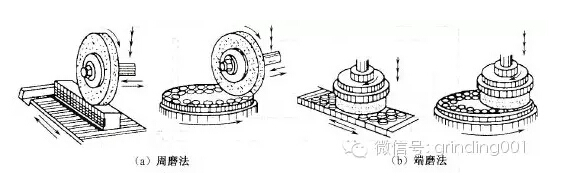
图 平面磨削
②端磨如图3-45 (b)所示,端磨的特点是利用砂轮的端面进行磨削。砂轮轴垂直安装,刚性好,允许采用较大的磨削用量,且砂轮与工件的接触面积大,故生产率较高。在成批大量生产时,如一般箱体类零件,机床导轨等平面常用端磨,但端磨精度较周磨差,磨削热较大,切削液进入磨削区较困难,易使工件受热变形;且砂轮磨损不均匀,影响加工精度。。由以上可知平面磨床的工作台有长方形(矩台)和圆形(圆台)两种。 (磨具磨床磨削微信)









 豫公网安备41019702003645号
豫公网安备41019702003645号