


 手机资讯
手机资讯 官方微信
官方微信摘要 培训主题:320#的砂碟不耐磨、易堵、消耗大的解决方案协研仕培训之旅第1站:普陀区某4S店:&n
培训主题:320#的砂碟不耐磨、易堵、消耗大的解决方案上海协研仕磨料磨具有限公司一直秉承绿色经营的发展方向,力求为广大用户提供最佳质量的产品和最佳的服务。为更好的为客户提供技师支持,公司推出了专业培训老师上门培训服务。
接到某供应商投诉说320#的砂碟在4S店不耐磨、易堵、消耗量挺大。客服与供应商约定培训老师到现场共同了解工人操作情况。
干磨机现场找原因
通过现场了解,招到4个原因:
1、 作业前没有做好车身情节工作,有大量油污赃物等附着物在车身上直接打磨。
2、 320#砂碟被用来打磨原子灰(俗尘腻子)
3、 在磨弧面时磨头和砂碟之前没有加缓冲软垫。
4、 在工人待报废处理的砂碟堆里,培训老师找出大部分仍具有有效使用寿命的砂碟。
建议:
建议1:作业前彻底清洁很重要
油污污渍附着物会严重影响砂碟的抗堵性和切削力度。如果研磨面没有清理干净,油污会造成研磨过程中磨头易打滑,影响切削力度并延长作业时间。而灰尘和油污混合会直接粘到砂面上,不易震落,造成砂面堵塞降低切削力。
正确做法:使用专用除油剂、清洁剂,彻底清洁车身表面后再进行研磨。

建议2:320#砂碟不能磨原子灰
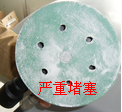
320#砂碟颗粒较细,主要用于原子灰旧漆膜驳口处打磨,不适用于原子灰打磨,否则极易堵塞。
正确作法:如果是打磨原子灰区域,按需选用80#-240#砂碟打磨,便可快速达到研磨效果。如下图:
正确作法:如果是打磨原子灰区域,按需选用80#-240#砂碟打磨,便可快速达到研磨效果。如下图:

建议3:缓冲软垫增加柔软度
磨头和砂面都是水平面,而车身在很多细节处是有些弧度,没有使用缓冲软垫,磨头较硬,打磨过程中,砂面与研磨面不能完全贴合甚至部分区域完全分离,起不到研磨作用。这样会需要反复研磨增加砂碟消耗量。
磨头和砂面都是水平面,而车身在很多细节处是有些弧度,没有使用缓冲软垫,磨头较硬,打磨过程中,砂面与研磨面不能完全贴合甚至部分区域完全分离,起不到研磨作用。这样会需要反复研磨增加砂碟消耗量。
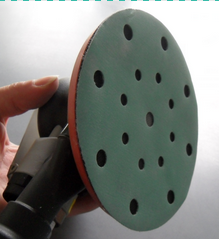
在砂碟和磨头间加入缓冲软垫,可有效增加磨头柔软度,在磨弧度和曲面时,砂面和研磨面能更好的贴合,一次达到研磨效果,节约工时和砂碟。
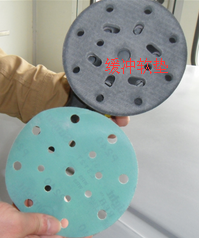
建议4:砂碟可重复使用
砂碟属于工业消耗品,但不是一次性用品。它的作用是研磨,所以,只要砂面没有严重堵塞,仍有强劲切削力,在磨完一个面后仍可继续磨下一个面。需要提醒工人和管理人员,从环保角度出发,避免人为浪费,待砂纸不能有效研磨后再更换新砂碟。
培训结果及客户满意度
培训老师与工人面对面手把手的沟通交流,让现场工人和主管都确认了320#砂碟易堵塞不耐磨的真正原因。
经过现场测试实验,粗略估算,改善后这个站点320#砂纸的消耗量将会减少25%-30%,而效率也得到了很大的提高。协研仕的上门培训服务技术支持,真切做到了从客户角度出发,有效为客户节约了成本,提高了效率,客户很满意。
砂碟属于工业消耗品,但不是一次性用品。它的作用是研磨,所以,只要砂面没有严重堵塞,仍有强劲切削力,在磨完一个面后仍可继续磨下一个面。需要提醒工人和管理人员,从环保角度出发,避免人为浪费,待砂纸不能有效研磨后再更换新砂碟。
培训结果及客户满意度
培训老师与工人面对面手把手的沟通交流,让现场工人和主管都确认了320#砂碟易堵塞不耐磨的真正原因。
经过现场测试实验,粗略估算,改善后这个站点320#砂纸的消耗量将会减少25%-30%,而效率也得到了很大的提高。协研仕的上门培训服务技术支持,真切做到了从客户角度出发,有效为客户节约了成本,提高了效率,客户很满意。









 豫公网安备41019702003645号
豫公网安备41019702003645号