


 手机资讯
手机资讯 官方微信
官方微信摘要 AfaultanalysisofCNCabrasivebeltgrindingmachine贾敬阳①曲兴田①张雷①李德平②张发②孙惠芳②(①吉林大学机械科学与工程学院,吉林长春13...
A fault analysis of CNC abrasive belt grinding machine
贾敬阳① 曲兴田① 张雷① 李德平② 张发② 孙惠芳②
( ①吉林大学机械科学与工程学院,吉林长春130025;
②东方汽轮机有限公司,四川德阳618000)
摘要: 为了研究某型号数控砂带磨床的可靠性水平,找出机床的薄弱环节,对整机进行了故障模式影响及危害性分析; 综合故障部位、故障模式、故障原因以及危害度分析的结果,得出砂带磨削装置和数控系统是该机床的薄弱环节,为机床的可靠性设计和分析提供了依据。贾敬阳① 曲兴田① 张雷① 李德平② 张发② 孙惠芳②
( ①吉林大学机械科学与工程学院,吉林长春130025;
②东方汽轮机有限公司,四川德阳618000)
关键词: 可靠性 砂带磨床 故障分析 FMECA
Abstract: In order to study the reliability of a particular model CNC belt grinder and find out the weak link of the machine,the article used FMECA analyze the machine. The article also integrated the results of fault position,fault mode,fault reason and criticality analysis,conclued that the abrasive belt grinding unit and the numerical control system are the weak link of the machine. So that it can provide basis for the reliability design and analysis of the machine.
Keywords: Reliability; Abrasive Belt Grinder; Fault Analysis; FMECA
通过对近些年数控机床市场调查,国产数控机床占有率很低,其主要的原因在于国产数控机床可靠性水平总体偏低[1]。本文以数控砂带磨床作为研究对象,对5 台数控砂带磨床进行了长达10 个月的跟踪记录,将故障数据进行整理,并对该数控砂带磨床做故障模式影响及危害性分析( FMECA) 。找出该机床产品的薄弱环节和潜在的弱点,并把故障分析的结果反馈给设计、制造及使用的部门,以便从设计、制造、使用和维护等诸多方面采取相应的对策,提高机床产品的可靠性已成为当务之急[2]。
1数控砂带磨床整机故障分析
对数控砂带磨床的整机故障分析应包括: 故障部位分析、故障模式分析和故障原因分析,下面将从这3个方面对该系列机床进行故障分析。
1.1 数控砂带磨床故障部位分析
本文根据数控砂带磨床的结构特点和数控砂带磨床使用中的具体情况,将数控砂带磨床划分为16 个子系统,建立该机床的故障数据库。再根据实际采集的故障数据,将故障数据按照故障部位进行分类汇总,统计出该数控砂带磨床各故障部位发生的故障频率,如表1 所示。

由故障部位频率表1 可以看出,该数控砂带磨床的故障多发部位为砂带磨削装置( 27.27%) 、数控系统( 15. 91%) 、冷却系统( 9. 1%) 和Z 轴进给系统( 9. 1%) 等。由结果分析可得,砂带磨削装置是出现故障频率最高的部位,数控系统紧随其后,而X 轴进给系统、Y 轴进给系统和排屑系统等是出现故障次数较少的部位。
1.2 故障模式分析
类似的,根据数控砂带磨床的自身特点和长期的调查总结,以及对以往常见数控机床的研究,将数控砂带磨床故障模式进行分类。由采集的故障数据,再根据故障模式分类表,统计出该数控砂带磨床故障模式频率表,如表2。该表仅列出部分高频的故障模式。

由数控砂带磨床的故障模式频率表可以很直观地看出,该数控砂带磨床常出现的故障模式是发出异响、零部件损坏、运动部件无动作和系统出错等,在机床出现类似的故障模式时,应该给予足够的重视。
1.3 故障原因分析
六坐标数控砂带磨床是较复杂的机械设备,其故障原因也是各种各样的,本文根据数控砂带磨床实际工作中出现的故障,对其故障的机理进行深入分析,借鉴以往机床设备的故障原因分析方法和相关的资料,将该数控砂带磨床的故障原因进行总结。对收集的数控砂带磨床故障数据进行统计分析,按照故障原因和故障原因分类将所采集的数据统计汇总,做出故障原因频率表3 和故障原因分类频率表4。

经过对数控砂带磨床的故障原因分析,从分析结果中可以看出,零部件损坏是该数控机床最为常见的故障原因,除此之外,数控系统故障以及磨损等也是较常出现的故障原因。从原因分类分析的结果中可以看出,引起故障最大的原因在于外购件,因此在选择外购件的时候,应该做细致的调查。

2 危害度分析
危害度分析是对故障影响后果量化的最关键一步,其目的是按照每一种故障模式的严重性级别和发生概率的综合影响来研究故障模式,以便更全面地评价每一种故障模式的影响[3]。部件的危害度是对部件发生故障后果的危害程度的综合评价,反应子系统或部件发生故障时,对整机的功用、性能、周围环境及员工安全的影响程度。通过对整机危害度分析,可以得出影响数控砂带磨床可靠性的关键部件,摸清机床产品的薄弱环节,以便有针对性地进行可靠性改进设计。
根据机床可靠性分析的需要,将数控砂带磨床分成14个子系统,依次为:磨头( CR1) 、数控系统( CR2) 、冷却系统( CR3) 、Z 轴( CR4) 、电气系统( CR5) 、液压系统( CR6) 、其他( CR7) 、润滑系统( CR8) 、A 轴( CR9) 、Y 轴( CR10) 、排屑系统( CR11) 、气动系统( CR12) 、X 轴( CR13) 、主轴系统( CR14) 。
子系统i 以故障模式j 发生故障致使该零部件发生故障的危害度CRij,其计算公式为:
CRij = αijβijλi ( 1)
子系统i 对整机的危害度为:
将式( 1) 代入式( 2) 得:
式中n———子系统i 出现的故障模式的种类数
αij———子系统i 以故障模式j 而引起该零部件发生故障的故障模式概率,其计算公式为αij = ni /nj。其中,nj表示子系统i 第j 种故障模式出现的次数,ni表示子系统i 的全部故障模式发生的总次数
βij———子系统i 以故障模式j 发生故障造成该子系统损伤的概率,国标草案将其称为丧失功能的条件概率,其值规定如下:βij = 1表示该子系统肯定发生损伤; βij = 0.5 表示该子系统可能发生损伤;βij = 0.1 表示该子系统发生的
损伤可能很小; βij = 0 表示该子系统无影响
λi———子系统i 的基本故障率,在本文中为通过现场实验得到的平均故障率λi,
其计算公式为
式中n———子系统i 出现的故障模式的种类数
αij———子系统i 以故障模式j 而引起该零部件发生故障的故障模式概率,其计算公式为αij = ni /nj。其中,nj表示子系统i 第j 种故障模式出现的次数,ni表示子系统i 的全部故障模式发生的总次数
βij———子系统i 以故障模式j 发生故障造成该子系统损伤的概率,国标草案将其称为丧失功能的条件概率,其值规定如下:βij = 1表示该子系统肯定发生损伤; βij = 0.5 表示该子系统可能发生损伤;βij = 0.1 表示该子系统发生的
损伤可能很小; βij = 0 表示该子系统无影响
λi———子系统i 的基本故障率,在本文中为通过现场实验得到的平均故障率λi,
其计算公式为

式中:Ni为子系统i 在规定时间内的故障总次数;Σt为子系统i 在规定时间内累积工作时间,5台数控砂带磨床的累积工作时间为23 720 h( 双班制) 。
根据公式( 4) 计算得:
将数控砂带磨床子系统危害度排列如表5。
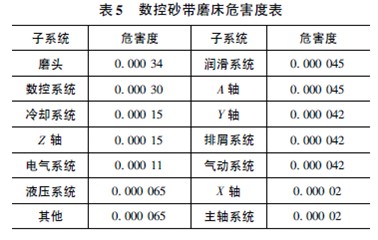
由表中统计可以得出,磨头是该数控砂带磨床危害度最高的部位,是影响数控砂带磨床可靠性的关键部件,之后依次为数控系统、冷却系统、Z 轴、电气系统、液压系统等。可以看出,该数控砂带磨床的磨头和数控系统是薄弱环节,应该进行重点的可靠性改进设计,而冷却系统、Z轴、电气系统、液压系统也比较薄弱,也应给予足够重视。
3 结语
( 1) 由以上分析结果看以看出,砂带磨削装置是该数控机床故障发生频率最高的部位,故障率远远高于其他部位,砂带磨削装置是影响该数控砂带磨床可靠性的主要因素,其主要的故障模式为发出异响和零部件损坏等,其主要问题是轴承损坏、接触轮磨损和设计问题等。要足够重视砂带磨削装置的可靠性问题,砂带磨削装置的可靠性提高,整机的可靠性将会获得很大的提高。
( 2) 数控系统是排在第二位的故障部位,发生故障的概率也比较高,其主要问题是元器件损坏以及控制软件故障问题,应从设计方面和外购件方面给予改善。
参考文献
[1]贾亚洲. 提高国产数控机床可靠性水平[J]. 数控机床市场,2006( 5) : 92 - 98.
[2]王桂萍,贾亚洲.数控机床可靠性分析方法[J].吉林工程技术师范学院学报: 自然科学版,2006,22( 3) : 13- 16.
[3]王超,王金. 机械可靠性工程[M]. 北京: 冶金工业出版社, 1992.
[4]Wang Yiqiang,Yam R C M,Zuo M J.A comprehensive reliability allocation method for design of CNC lathe[J].Reliability Engineering and System Safety,2001,72( 3) : 247 - 252.
[5]文广. 我国数控机床可靠性的现状及对策[J]. 机械研究与应用,2003, 16( 2) : 5 - 6.
[6]梁静,郭庆鼎,张新. 数控机床电气故障分析[J]. 林业机械与木工设备, 2006, 34( 9) : 43 - 44.
作者简介:贾敬阳,男,1990 年生,硕士研究生,主要从事数控机床可靠性方面的研究。国家科技重大专项资助项目( 2010ZX04001 - 201 - 05)









 豫公网安备41019702003645号
豫公网安备41019702003645号